








 Durcor
DurcorInstallation
Piping Supports, Guides, and Anchors
Support Span
The combination of the light weight of Durcor pipe along with an extremely high axial tensile modulus relative to other fiberglass piping, results in greater span distances between supports, thus reducing the cost for supports.
Support Spans for uniformly distributed loads:

Guide Spacing
If Durcor pipe is anchored and restrained, the compressive thrust from pressure/temperature requires the use of guides to provide lateral stability to the pipe. This is determined by using the Euler equation for critical elastic buckling for a slender column:
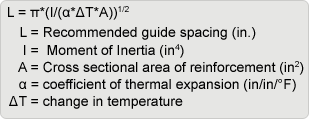
Since a low coefficient of thermal expansion increases spacing, the resulting guide spacing for Durcor pipe is quite large.
| Guide Spacing Between Anchors | |||
|---|---|---|---|
| Assumes installation temperature of 75 °F | |||
| Size (in) | Spacing @ 100°F (ft) |
Spacing @ 150 °F (ft) |
Spacing @ 300 °F (ft) |
| 1 | 7.9 | 4.9 | 2.8 |
| 1-1/2 | 11.5 | 7.1 | 4.2 |
| 2 | 14.5 | 8.9 | 5.2 |
| 3 | 21.5 | 13.1 | 7.8 |
| 4 | 28.0 | 17.1 | 10.0 |
| 6 | 41.5 | 25.5 | 15.0 |
| 8 | 54.2 | 33.2 | 19.5 |
Testing:
Durcor piping systems should be hydrostatically tested prior to beginning service. Care should be taken to avoid water hammer. All anchors, guides, and supports must be in place prior to testing the line.
Test pressure should not be more than 1-1/2 times the working pressure of the piping system and never exceed 1-1/2 times the rated operating pressure of the lowest rated component in the system. Warning: Do not hydrotest until all supports, anchors, and guides are properly installed.
Water Hammer:
Care should be taken when designing a PTFE-lined composite piping system to eliminate sudden surges. Soft start pumps and slow actuating valves should be considered.
Flange Torque:
| Size (in) | Torque (ft-lb) | |
| 1 | 10 - 15 | |
| 1-1/2 | 20 - 25 | |
| 2 | 35 - 45 | |
| 3 | 40 - 50 | |
| 4 | 30 - 40 | |
| 6 | 50 - 60 | |
| 8 | 80 - 90 | |
Durcor pipe may be bolted to mating raised face pipe flanges per the following recommended torques. Bolts should be tightened in a criss-cross fashion using lubricated fasteners. Applied torque should be in 30% increments until attaining full torque. A final clockwise torquing of all bolts will ensure even stress. Actual sealing torque required will need to be determined based on any gasketing and condition of mating flanges.
A re-torquing of connections is recommended after 24 hours or one thermal cycle to accommodate the seating of the PTFE seal and bolt relaxation.
